 Македонски
Македонски-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk - Македонски
-
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


Производи






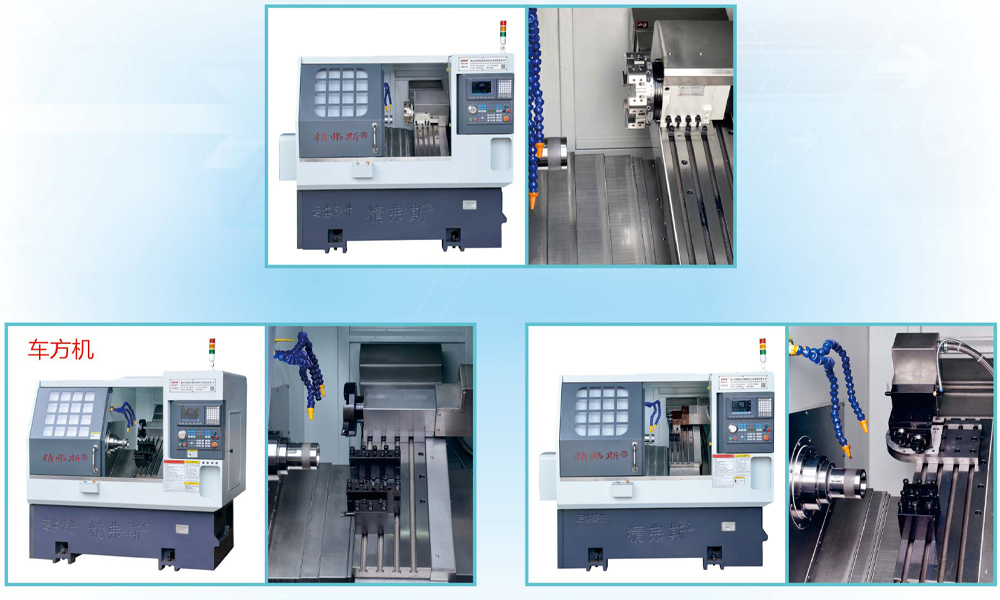
Машина за коси за тенџере со голема брзина CNC
Машината за наклон на CNC на Jingfusi® со голема брзина CNC е алатка за врвна прецизност, прилагодена и за апликации за вртење и за мелење. Познати по својата неспоредлива брзина, точност на поенирање и огромна разноврсност, оваа машина за наклон на Slant CNC со голема брзина вклучува неколку клучни карактеристики за да се обезбеди супериорна изведба на машинска обработка.
Модел:CK52
Испрати барање
Опис на производот
Еве ги главните карактеристики и предности на машината за наклон на Slant CNC со голема брзина:
Конфигурација на коси за кревање:
Машината за коси за наклон со голема брзина CNC на машината Jingfusi® е аголна, обично помеѓу 30 и 45 степени од хоризонталното. Оваа наклонета конфигурација не само што ја подобрува структурната вкочанетост на машината, туку и го оптимизира отстранувањето на чипови, што резултира во засилена прецизност на машинска обработка и помазни завршни површини.
Брза вретено за вртење:
Машината со наклон на CNC со голема брзина CNC од Jingfusi® може да се пофали со робустен, брз вретено, способен за ротирање на невидени брзини. Ова му овозможува на машината да ги извршува задачите поефикасно, значително намалување на времето на пресврт.
Брзо размена на алатки:
Опремена со автоматски менувач на алатки (АТЦ), машината може беспрекорно да премине помеѓу алатките, минимизирајќи го оперативното застој. АТЦ обезбедува мазни, непрекинати процеси на обработка.
Мулти-алаен бедем систем:
Стрвата за наклон на ЦПУ вклучува систем за алатки за бедем кој може да смести бројни алатки за сечење. Овој систем овозможува Swift индексирање, негирање на потребата за рачни размени на алатки и е способен за ракување со сложени операции за обработка.
непостојанаЕ можности:
Машината за наклон на CNC со голема брзина CNC се одликува со широк спектар на операции за вртење, вклучително и свртување, соочување, навој, жлеб, дупчење и мелење. Системот за алатки за бедем може да се вчита со разновидни алатки за да се справат со различни барања за обработка, со што целото поставување е исклучително прилагодливо.
UnparallelЕд ПРЕКИЗИЈА:
Комбинацијата на наклонетиот кревет, брзина на вретено и напреден систем за контрола на CNC обезбедува неспоредлива точност на обработката и квалитетот на површината, со што ќе се собере Lathe Jingfusi® CNC Slant Bed за сигурен избор за задачи за прецизност.
Дијаграм за патување со машини
Детали за производот на производот со коси со голема брзина CNC на Slant Bed

Список на параметри со коси за тенџере со голема брзина CNC
| проект | единица | CK46 | CK52 | CK76 | |
| Максимална должина на вртење | мм | 350 | |||
| Максимален дијаметар на вртење на креветот | мм | 500 фунти | |||
| Максимален дијаметар на вртење на скејтборд | мм | 160 | |||
| Наклон на креветот | ° | 35 ° | |||
| Ефективно патување со оска x/z | мм | Дијаметар 1000/400 | |||
| Спецификации за завртки за оска x/z | мм | 32 | |||
| Спецификации на железничката пруга x/z оска | мм | 35 | |||
| Моторна моќност на x/z-оска | KW | 1.3 | |||
| Максимално брзо движење на оската x/z | М/моето | 24 | |||
| Должина на машинската алатка x ширина x висина | мм | 2100X1580X1800 | |||
| Вкупна тежина на целата машина | Кг | 2600 | |||
| Број на нож | Поправете го | 8 | |||
| Големина на квадратни нож | мм | 20x20 | |||
| Големина на секачот за тркалезни дупки | мм | Ø20 | |||
| Вкупна моќност | KW | 13 | 13 | 16 | |
| Просечна потрошувачка на енергија | KW / H. | 2 | 2 | 2.5 | |
| Главна вратило | Вретено крајно формулар за лице |
|
А2-5 | А2-6 | А2 -8 |
| Максимална брзина на вретено | r/min | 6000 (поставени на 4500) | 4200 (поставено на 3500) | 3200 (поставено на 2500) | |
| Вретено на моторната моќност | KW | 7.5 | 7.5 | 11 | |
| Оценет вртежен момент на вретено мотор | Nm | 47.8nm | 47.8nm | 72nm | |
| Максимален дијаметар на поминување на шипката | мм | 45 Ø | Ø 51 | 75 Ø | |
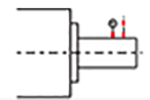
Точност на машинската алатка
| Точност на машината, Стандард на факторот Jingfus : | ||||
| Главна ставка за тестирање | Шематски дијаграм | Метод на откривање |
Фабрички стандард |
|
| Радијален ритам на вретено, |
 |
Откријте го истекувањето на надворешниот конус | 0.0025 | |
| Позиција за повторување на X-оска |
 |
Откријте повторено позиционирање на х-оската. Забелешка: Прво предвидете околу 50 пати за да ја неутрализирате грешката на ладниот мотор и врелиот мотор, а потоа да го откриете повторено позиционирање. | 0.0025 | |
| Позиција за повторна позиција Z-оска |
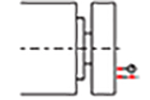 |
Откријте повторено позиционирање на оската z. Забелешка: Прво предвидете околу 50 пати за да ја неутрализирате грешката на ладниот мотор и врелиот мотор, а потоа да го откриете повторено позиционирање. | 0.0025 | |
| Ако клиентот сака да ја тестира точноста ISO или VD1 на оската x/z/y, тој ќе се утврди во моментот на пишување на договорот. Клиентот мора да ја тестира оваа ставка во исто време од првичното прифаќање на фабриката Jingfusi. | ||||

Жешки тагови: Машината со коси за слабеење со голема брзина CNC, Кина, производители, добавувачи, фабрика, квалитет, ценовник
Ознака на производот
Испрати барање
Ве молиме слободно дајте го вашето барање во формата подолу. Ќе ви одговориме за 24 часа.








X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност