 Македонски
Македонски-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino -
 Türkçe
Türkçe -
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk - Македонски
-
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português


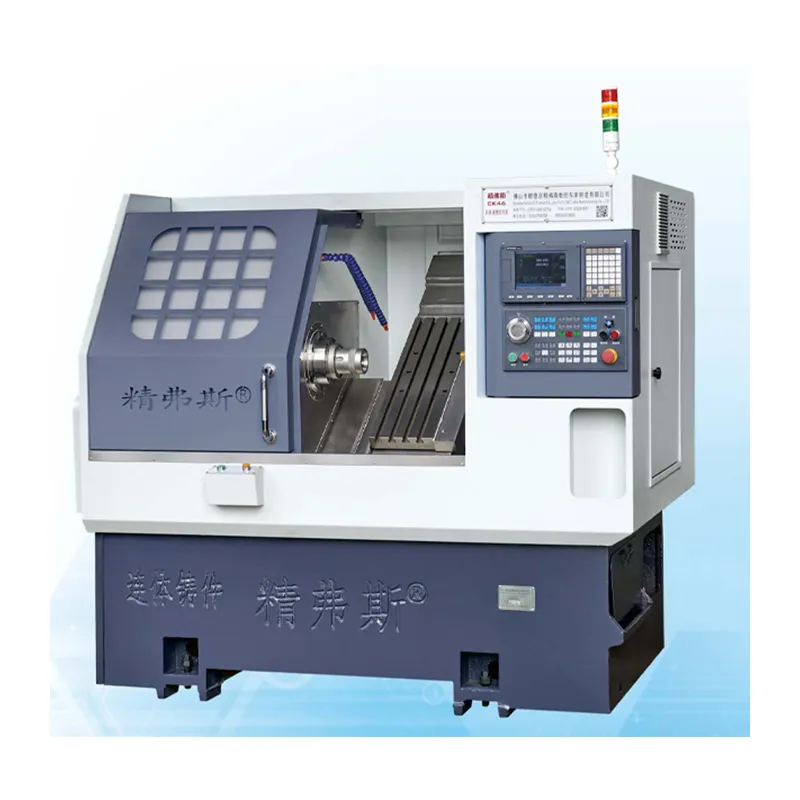
Што треба да направите кога температурата на лежиштето на CNC струг е премногу висока?
Температурата наCNC стругВодечкото лежиште е превисоко, што предизвикува да изгори лежиштето. Ова е вообичаен проблем со дефектот. Следно, да разговараме за тоа како да се справиме со проблемот со висока температура на лежиштето на ЦПУ.
1. Функцијата на водичот
Целта на поставувањето на водичот на CNC струг е да се ограничи главната вратило на генераторот да работи само во рамките на наведениот опсег на дозвола на водичот и да го носи радијалното оптоварување на главната вратило на генераторот.
2. Работен принцип на водичот
Работен принцип на подмачкуваното блокирање на тенкото масло е главно да се користи голема брзина на ротација на единицата, маслото за подмачкување влегува во површината на зглобот на лежиштето и списанието за подмачкување на лежиштето. Топлото масло по подмачкување се лади од ладилникот за масло и повторно влегува во зглобот на површината на лежиштето и списанието. Како што работи единицата, маслото за подмачкување автоматски се возвраќа и се лади. Кога се врти главната вратило, се формира стабилен клин на масло помеѓу списанието и површината на списанието, а со тоа го носи радијалното оптоварување и го пренесува на седиштето за лежиште, а потоа и во рамката.
3. Состав на водичи на водичи
Водечките лежишта наЦПУ Латисе подмачкувани со тенок масло, блок -лежишта, кои главно се состојат од капачиња за лежишта, резервоари за масло за подмачкување, ладилници, цевки за враќање на маслото, школки со лежишта, седишта за лежишта, завртки за тежина и термометри. Водечките школки на двете единици на станицата Б се поделени на осум школки, кои се рамномерно распоредени на вратот на вратилото на главната вратило на генераторот според обемот.
4. Анализа на причините за зголемена температура на лежиштето и зголемена единечна вибрација
Врз основа на набудувањето на работењето и анализата на условите за одржување, веруваме дека постојат две главни причини за зголемување на температурата на лежиштето и зголемените единечни вибрации:
① Клиренсот на лежиштето се зголемува, што е многу поголемо од дозволата за дизајн, предизвикувајќи маслото за подмачкување да влезе во површината за водач на вода. Не е лесно да се формира клин на нафта, што резултира во лошо подмачкување и со тоа да се доведе до зголемена температура на лежиштето и зголемена единечна вибрација;
② Постојат премногу малку точки на контакт на површината на лежиштето, а површината за контакт е недоволна, што не ги исполнува барањата за спецификација на опремата.
5. Решение за зголемување на температурата на лежиштето на водичот
Според барањата за дизајнирање на производителот, кога температурата на водата за ладење на единицата за ЦПУ не надминува 25 ° C под континуирано работење, температурата на школка и температурата на маслото не треба да надминува 65 ° C. Температурата на лежиштето и маслото не се поврзани само со температурата на водата за ладење, туку и со циркулацијата на маслото за подмачкување и дозволата помеѓу лежиштето и списанието за вретено.
Дозволената дозвола на водичот со лежиштето наCNC струге 0,2 ~ 0,3мм (двострана дозвола). Долниот дел од лежиштето е потопен во маслото за подмачкување. Кога вретеното се врти во насока на стрелките на часовникот, маслото за подмачкување може лесно да влезе во површината на лежиштето на лежиштето и да произведе клин на масло за да ја подмачкува површината на лежиштето. Дури и кога вретеното се врти, иако дозволата помеѓу вклопувањето е многу мала, како резултат на краткото растојание, добра состојба на подмачкување, помалку топлина генерирана со триење и добар ефект на ладење, тој генерално не предизвикува да се зголеми температурата на лежиштето, а камоли за горење на лежиштето.
Испрати барање


X
Ние користиме колачиња за да ви понудиме подобро искуство во прелистувањето, да го анализираме сообраќајот на страницата и да ја персонализираме содржината. Со користење на оваа страница, вие се согласувате со нашата употреба на колачиња.
Политика за приватност